
Most procurement guides for explosion-proof distribution cabinets tell you to check the certificate and walk the factory floor. In thirty years of designing and auditing these systems, I’ve seen what actually separates a reliable cabinet from one that will cause a site shutdown in twelve months. An explosion-proof distribution cabinet is not a commodity enclosure; it is a pressure-containing assembly where busbar sizing, flange gap tolerances, and material selection directly determine whether an internal arc stays contained or becomes a safety incident. This checklist covers the technical verification points we insist on when qualifying a supplier, and the issues I’ve found on real factory visits that you won’t find in a generic questionnaire.
What Certificates Actually Tell You—and What They Leave Out
A wall of ATEX or IECEx certificates on the office wall means the manufacturer passed a type test on one sample. It does not guarantee that every production unit is built to the same standard. When I audit a factory, I ask to see the certificate scope: the specific product family, the notified body file number, and the quality assurance notification (QAN) that covers routine production testing. An ATEX certificate without a QAN under Directive 2014/34/EU Annex IV or VII is only a type approval; the manufacturer still needs a production quality system audited by the notified body. For IECEx, the equivalent is a Quality Assessment Report (QAR) linked to the certificate. I’ve visited suppliers who held valid type certificates but could not produce the production QA documentation—meaning no authority was verifying that every cabinet leaving the line met the certified design.
Verify the certificate markings match the nameplate: protection method (Ex db, Ex eb, or combinations), gas group (IIB or IIC), temperature class (T4, T5, or T6), and ambient temperature range. If you specify a cabinet for a hot climate—a refinery in the Middle East, for example—and the certificate lists ambient temperature -20°C to +40°C, the enclosure is not certified for 50°C operation, regardless of what the salesman tells you. I’ve had to correct this on a project where the sub-supplier sold cabinets with 40°C-rated components inside a box that would see 55°C on a summer afternoon.
Enclosure Material and Construction: The First Physical Check
The enclosure material is not a preference; it is an engineering decision tied to site conditions and gas group requirements. I see three materials regularly:
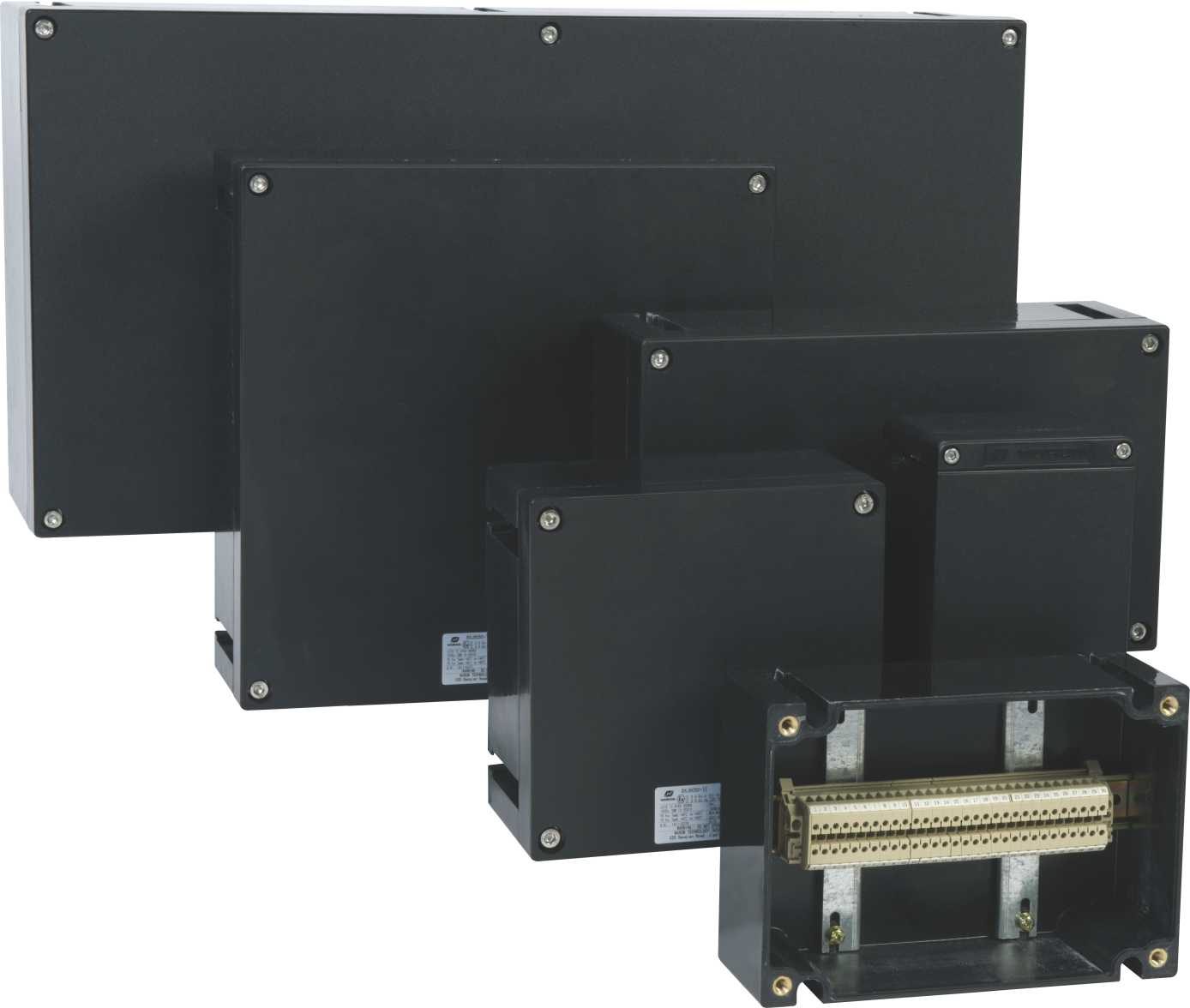
- Copper-free aluminium alloy (aluminum), typically powder-coated, is the most common for onshore chemical and oil processing areas. It offers good heat dissipation, reasonable corrosion resistance, and is mechanically strong enough for Ex d flamepath requirements. We use it in our HRMD93 series distribution panels for onshore projects, and I’ve seen it perform reliably at IP66 in coastal refineries when the coating is applied correctly.
- Stainless steel 316L is needed for offshore platforms, marine vessels, and coastal installations where salt spray will pit aluminium within a few years. Stainless steel enclosures are heavier and more expensive, but they eliminate the coating degradation problem. I’ve recommended stainless steel cabinets for FPSO topside installations, and the maintenance record after five years justifies the cost. Our HRMD92 series in 316L stainless steel is designed for exactly these environments.
- GRP (glass fibre-reinforced polyester) is a lightweight, corrosion-resistant option for chemical plants with aggressive vapours, but it is not flameproof—the enclosure is increased safety (Ex e) only. I see GRP distribution boxes used in pharmaceutical solvent areas and water treatment plants where acid fumes are present.
During a factory visit, check the enclosure surface: powder coating on aluminium should be uniform and free of orange peel or pinholes, especially around cable entry holes and flange faces. I inspect the flange gap where the lid seals against the body—this is a critical flamepath. The gap must be within the certified tolerances, typically a few tenths of a millimeter. A worn mould or careless machining can widen the gap beyond spec, and no amount of silicone sealant will restore the flameproof property. I also tap the enclosure with a mallet: the sound should be a solid ring, not a dead thud that suggests voids in the casting.

Inside the Enclosure: Ex d and Ex e Chambers, Busbars, and Wiring
An explosion-proof distribution cabinet is usually a compound design: a flameproof (Ex d) chamber for the switching and protection devices, and an increased safety (Ex e) chamber for terminals and cable connections. The separation between these chambers must be absolute. During an audit, I open both chambers and look for any drilled holes or gaps between them that could allow flame propagation. Even a small unsealed opening turns the entire enclosure into a non-certified assembly.
The busbar system inside the Ex e chamber is often overlooked. I check the busbar material: copper is standard, but I confirm the cross-sectional area matches the rated current and that the busbar supports are rated for the short-circuit withstand current declared on the drawing. Undersized busbars overheat and can cause insulation failure even before the upstream breaker trips. I ask the manufacturer to show the short-circuit test report for the specific busbar configuration they are offering, not a generic catalogue value.
Terminal quality matters. I look at the terminal blocks: they should be rated for the cross-section specified and installed with adequate creepage and clearance distances. In an Ex e terminal box, the minimum creepage for 690V is typically 10 mm or more, depending on the material group. I measure it with a caliper—on one audit, I found terminals spaced at 7 mm for a 690V nominal system, and the supplier had to redesign the panel before I could approve it.
Cable entries are another area where shortcuts appear. The flange plates should be machined cleanly, with gland holes sized correctly for the intended cable gland type—metric or NPT threads depending on the project region. I verify that each unused entry is sealed with a certified plug, not a plastic cap from a hardware store. Every unplugged opening is a potential path for gas ingress.
Electrical Components and Configuration: Beyond the Nameplate
The components inside the Ex d chamber—MCBs, contactors, overload relays, and metering devices—must be matched to the enclosure’s certified component list. An IECEx or ATEX certificate often lists the specific make and model of internal components that were type tested. Substituting a different MCB from the same manufacturer, even with the same current rating, can void the certification because the breaking capacity and arc energy differ.
I ask the manufacturer to demonstrate the interlocking mechanism: on compound-design distribution cabinets, the Ex d chamber cover must be interlocked with an isolator so that the cover cannot be opened while the circuit is energised. This is not optional; it is a fundamental safety requirement under IEC 60079-1. During a factory visit, I try to open the cover with the isolator in the ON position. If it opens, I note it as a critical non-conformance. I’ve rejected shipments for this alone.
Earthing is easy to overlook. Internal and external earth terminals must be provided with separate, labelled connection points. I verify the earth conductor cross-section is at least half the phase conductor cross-section under IEC 61439 standards, and that the earth continuity from the main terminal to the enclosure body is less than 0.1 ohm. On a multi-panel assembly, I check that the earth bus runs continuously through all sections without relying on the enclosure bolts for continuity. This is especially important on painted surfaces; the earth connection must be on bare metal with a serrated washer to cut through any coating.

Factory Testing: What Happens Before the Crate Is Sealed
The difference between a certified design and a reliable delivered product sits in the routine factory tests. Every distribution cabinet must undergo a dielectric strength test at 2x rated voltage + 1000V for at least one minute, applied between live parts and the enclosure. I ask to see the test record for the specific unit I am auditing, not a sample test from a batch.
For flameproof enclosures, the manufacturer should also perform a pressure test or at minimum verify the flange gap dimensions on every unit. I check the lid bolts: they should be torque-tightened to a documented value, and the bolt material should be stainless steel to prevent corrosion seizing in outdoor installations. Missing or substituted carbon-steel bolts are a common finding.
I also review the routine protection test for IP66 or IP67 rating, if claimed. The water ingress test is often done on a type-test basis, but a production-line seal pressure test is good practice. I look for silicone seal gaskets that are continuous and correctly seated; I’ve seen gaskets pinched at corners or cut too short, leaving a gap that will let water in.
At this stage, if your project involves a high volume of cabinets with complex busbar arrangements, it’s worth confirming whether the manufacturer can provide a specific short-circuit coordination verification for your exact configuration. Send your single-line diagram and load list to the manufacturer’s technical team before signing off. For Warom, you can reach us at gm*@***om.com or call +86 21 39977076 for a configuration review.
Common Questions Before You Visit a Factory
Why does the enclosure material matter so much for explosion-proof distribution cabinets?
The material determines the enclosure’s mechanical strength, corrosion resistance, and thermal conductivity. A copper-free aluminium alloy is suitable for most onshore process areas, but if the site has salt spray or acidic vapours, stainless steel 316L or GRP becomes necessary. Incorrect material selection leads to coating failure, flamepath corrosion, and loss of explosion protection within a few years. I have seen aluminium enclosures pitted through within two years on an offshore platform, requiring a full retrofit.
What’s the difference between Ex d and Ex e chambers in a distribution cabinet?
An Ex d (flameproof) chamber is designed to contain an internal explosion and cool the escaping gases below the ignition temperature of the surrounding atmosphere via controlled flamepaths. An Ex e (increased safety) chamber contains no arcing or sparking components under normal operation, with enhanced insulation and creepage distances to prevent arcs. In practice, MCBs and contactors go into Ex d chambers, while terminals and cable connections sit in Ex e chambers. The separation must be gas-tight.
How can I verify an ATEX certificate is valid for the cabinet I am buying?
Check the certificate number on the nameplate against the EU’s NANDO database or the issuing body’s website. Confirm that the product description, gas group, temperature class, and ambient temperature range match your requirements. Then verify the manufacturer holds a valid QAN covering production of that product category. If the supplier cannot show a QAN, the certificate alone does not assure compliance on delivered units.
Is a factory audit always necessary before placing an order?
For a critical power distribution cabinet in a Zone 1 hazardous area, yes. I’ve found non-conformances on factory visits that a remote document review would never catch—flamepath gaps out of tolerance, interlock failures, undersized busbars. If a site visit isn’t possible, request a detailed inspection report with photographs of each check point, and have the supplier sign off on a pre-shipment inspection checklist that you provide. Share your project requirements and we can help define an appropriate audit scope for your specific cabinet configuration.
If you’re interested, check out these related articles:
Where Explosion Proof Lighting is Required: Critical Safety Standards
Warom Intelligent Manufacturing shining Indonesia OGI oil and gas exhibition
Warom at 137th CANTON FAIR 2025
With over a decade of experience, he is a seasoned Explosion-Proof Electrical Engineer specializing in the design and manufacture of safety and explosion-proof products. He possesses in-depth expertise across key areas including explosion-proof systems, nuclear power lighting, marine safety, fire protection, and intelligent control systems. At Warom Technology Incorporated Company, he holds dual leadership roles as Deputy Chief Engineer for International Business and Head of the International R&D Department, where he oversees R&D initiatives and ensures the precise delivery of design documentation for international projects. Committed to advancing global industrial safety, he focuses on translating complex technologies into practical solutions, helping clients implement safer, smarter, and more reliable control systems worldwide.
Qi Lingyi