
Ammonia refrigeration systems are the backbone of cold storage, food processing, and pharmaceutical facilities worldwide, but their electrical infrastructure operates under constant threat. A minor ammonia leak in a compressor room, when combined with standard electrical equipment, can create conditions for a catastrophic event. Explosion proof electrical equipment for ammonia refrigeration plants is not simply a compliance checkbox; it is an engineered safety system where gas detection, emergency shutdown, and power distribution must work as one coordinated unit. Drawing on over thirty years of designing and delivering explosion-proof solutions for industrial plants, I want to share what actually determines whether an electrical installation will perform reliably when it matters most.
Gas Classification and Electrical Zone Requirements for Ammonia Refrigeration
Before selecting any equipment, the electrical classification of each area within the ammonia refrigeration plant must be established. Ammonia is classified under Gas Group IIA according to IEC 60079-20-1, with an auto-ignition temperature of approximately 630°C, placing it in Temperature Class T1. This is a comparatively forgiving profile: ammonia requires a higher energy input to ignite than hydrogen or acetylene, and its lower explosive limit of approximately 15% by volume means significant concentrations must accumulate before an explosive atmosphere forms.
Despite these relatively benign parameters, the practical reality inside a compressor room is more demanding. Mechanical ventilation systems are designed to maintain concentrations below 25% of the LEL during normal operation, which typically keeps the room classified as Zone 2 under IEC standards or Class I Division 2 under the NEC system. Areas immediately adjacent to pressure relief valves, compressor shaft seals, and pipe flanges may require Zone 1 or Division 1 classification because a release is both predictable and frequent enough to warrant the higher designation.
I have seen projects where the entire compressor building was conservatively classified as Zone 1, and others where a detailed dispersion analysis justified Zone 2 throughout. Both approaches can be correct, provided the classification is documented and the equipment selection follows from it. The more common mistake is over-classifying without justification, which drives up equipment cost, or under-classifying near potential leak sources, which creates a latent safety gap.
The electrical classification directly determines what protection concept your equipment requires. In Zone 1 areas, flameproof Ex d or intrinsically safe Ex ia equipment is typically specified. In Zone 2, increased safety Ex e or non-sparking Ex nA equipment may be sufficient. For Division-classified installations in North America, explosion-proof enclosures with NPT threaded entries remain the standard. Getting this mapping right before procurement avoids the painful discovery during commissioning that delivered equipment cannot be installed where it was intended.

Integrated Gas Detection and Emergency Shutdown for Electrical Systems
The single most overlooked aspect of ammonia refrigeration electrical safety, in my experience, is the integration between gas detection and the electrical distribution system. Most project specifications treat gas detection and electrical equipment as separate procurement packages, designed by different engineering disciplines and installed by different contractors. When they meet at the site, the interfaces often fall apart.
A properly integrated system works like this: ammonia gas detectors are positioned near compressor skids, in ventilation ductwork, and at low points where heavier-than-air cold ammonia vapor may settle. When any detector reaches 25% of the LEL, the control logic initiates a sequence. Ventilation fans ramp to full capacity. An audible and visual alarm activates through explosion-proof beacons. If the concentration continues rising toward 50% LEL, the electrical supply to non-essential equipment within the affected zone is automatically disconnected through explosion-proof motor switches and distribution panels.
Delivering this sequence requires the electrical distribution panels to include contactors with auxiliary contacts wired into the gas detection PLC, and the cable gland entries must maintain the integrity of each enclosure’s explosion protection even when multiple control cables pass through. We addressed this on a project at a chemical plant in Mexico, where the existing installation had gas detectors mounted on the wall but no hardwired connection to the compressor motor controls. A detector could be alarming, and the compressor it was meant to protect would continue running. The retrofit involved installing explosion-proof junction boxes to bring detector signals into the motor starter control circuit, along with explosion-proof plugs and sockets rated for the zone.
This kind of integration is not theoretical. It is the difference between a system that looks compliant on a single-line diagram and one that actually isolates a hazard before it escalates. If your facility has ammonia detectors that are not linked to your electrical shutdown logic, or if the detector coverage near compressor seals and relief valves has not been reviewed in the last five years, it is worth confirming the integration before finalizing any equipment procurement. Send your current detector layout to gm*@***om.com, and we can help identify gaps.

Selecting Explosion Proof Distribution and Control Equipment
Once the zone classification and gas detection integration strategy are defined, the equipment selection becomes more straightforward. For a typical ammonia refrigeration plant, the following categories form the core of the electrical installation:
| Equipment Type | Typical Specification | Key Selection Criteria |
|---|---|---|
| Distribution Panels | Ex d or Ex e enclosure, IP66 | Number of outgoing circuits, busbar rating, cable entry direction |
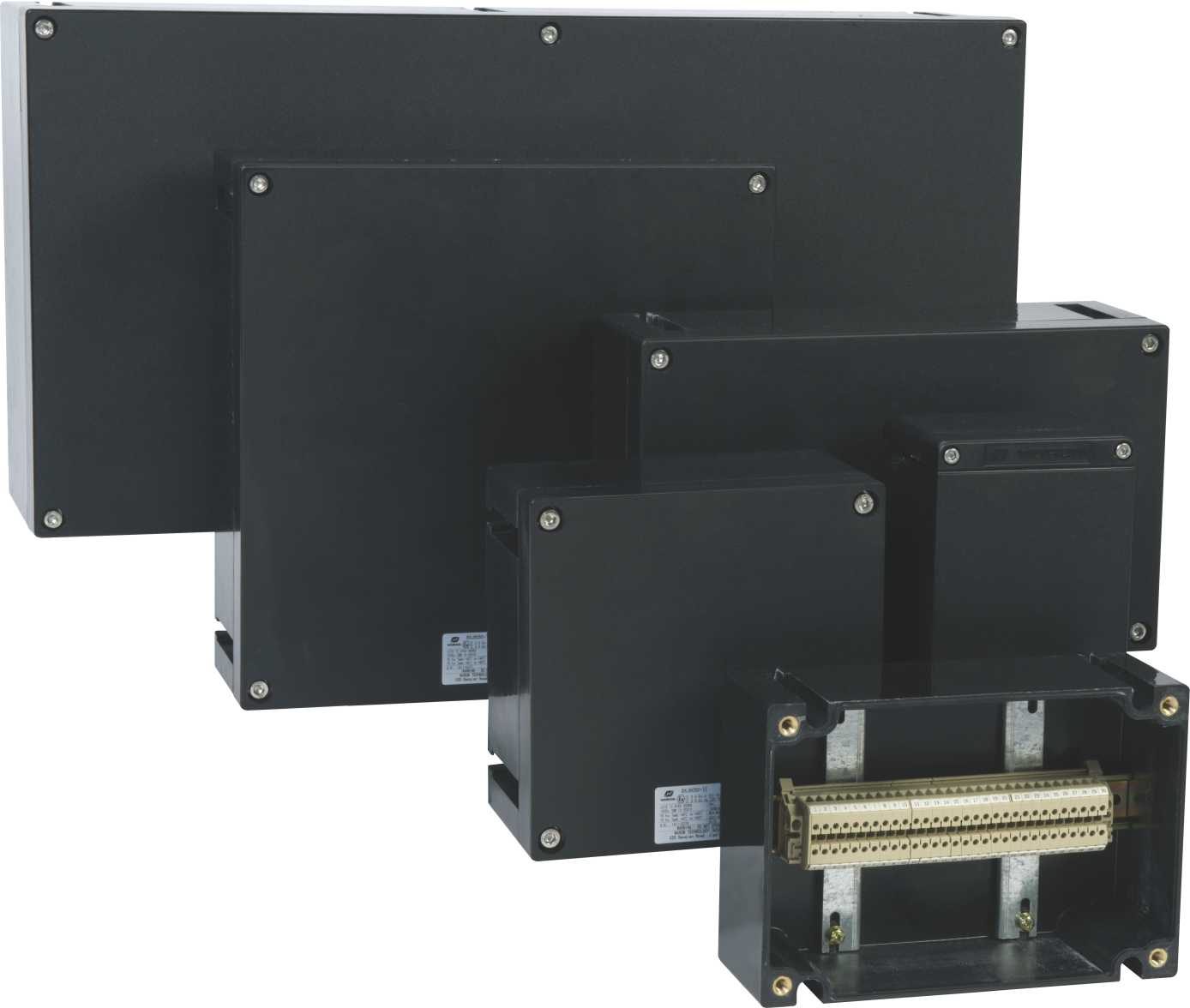
| Junction Boxes | Ex e IIC, IP66, copper-free aluminum | Terminal count, cross-section, internal earth continuity |
| Terminal Boxes | Ex e IIC or Ex ia IIC for instrument circuits | Segregation of intrinsically safe and non-intrinsically safe circuits |
| Cable Glands | Ex d or Ex e, nickel-plated brass or stainless steel | Cable type, thread standard, operating temperature range |
| Motor Switches | Ex d enclosure with integrated isolator | Motor kW rating, overload protection range, auxiliary contacts for shutdown |
| Control Stations | Ex d or Ex e, pushbutton and selector switch | Number of actuators, labeling, integration with DCS/PLC |
| LED Floodlights | Ex d IIC, IP66, LED 60W to 200W | Mounting height, area coverage, color temperature 5000K |
| Gas Detection | ATEX/IECEx certified detector heads with 4-20mA output | Target gas, measurement range, response time, SIL rating if applicable |
Distribution panels deserve particular attention in ammonia service. These panels often need to combine incoming supply isolation, outgoing circuit protection via MCBs or MCCBs, contactors for motor control, and terminal blocks for gas detection signal wiring, all within a single enclosure or a modular assembly. The HRMD92 series distribution panels we manufacture for these applications use a compound Ex d and Ex e design: flameproof chambers house the switching and protection components, while increased safety chambers accommodate the terminal connections. This means the panel can be opened for maintenance in Zone 2 without a hot work permit, provided the supply is isolated, which significantly reduces operational downtime.
Cable gland selection is another area where plant engineers sometimes default to what is on the shelf rather than what the installation requires. Ammonia refrigeration plants in cold storage facilities often operate at ambient temperatures ranging from -40°C to +40°C. The cable glands must maintain their sealing performance across this entire range. Nickel-plated brass glands with silicone seals have performed reliably in these conditions across multiple projects, including a large pharmaceutical facility in Suzhou where we supplied the full explosion-proof electrical package for API production lines operating alongside ammonia refrigeration systems.
Material Selection and Corrosion Protection in Ammonia Environments
Ammonia itself is corrosive to copper and copper alloys, which means brass cable glands and copper busbars require careful consideration. In practice, the concentration of ammonia vapor that reaches electrical equipment in a well-ventilated compressor room is typically low enough that standard materials perform adequately over a 15 to 20 year service life. In areas where condensation forms or where ammonia concentration can be higher during maintenance events, material selection becomes critical.
Copper-free aluminum enclosures with powder-coated surfaces are the standard for most explosion-proof equipment in ammonia plants. The powder coating forms an additional barrier against the mildly alkaline environment that ammonia vapor creates when it combines with atmospheric moisture. For marine or coastal ammonia refrigeration installations, where salt spray compounds the corrosion risk, stainless steel enclosures offer measurably longer service life. We have delivered 316L stainless steel distribution panels for offshore platform refrigeration systems, and after ten years of service in a salt-laden atmosphere with occasional ammonia exposure, the enclosure integrity remains intact.
The degree of protection against water and dust ingress carries equal weight with the explosion protection rating in ammonia plants. An IP66 rating is the practical minimum for compressor room equipment, maintaining protection against the heavy water jets used during washdown cleaning. Junction boxes with IP66-rated gasketed covers prevent the internal terminal corrosion that leads to high-resistance connections and, eventually, hot spots that can become ignition sources regardless of the explosion protection concept.
One lesson from field experience: pay attention to the small components. External fasteners, hinge pins, and earthing terminals made from standard carbon steel will show rust within two to three years in an ammonia compressor room. Stainless steel fasteners throughout the enclosure are a small cost increment at the procurement stage but eliminate a recurring maintenance headache. When we audit existing installations, corroded fasteners are consistently among the most common findings, and they compromise the flameproof path integrity of Ex d enclosures over time.

Coordinating Your Ammonia Refrigeration Electrical Safety System
An ammonia refrigeration plant’s electrical installation is only as strong as its weakest interface. Whether the gap is between gas detection and motor shutdown, between zone classification and equipment selection, or between cable gland specification and actual installation conditions, the consequence is the same: a system that looks correct on paper but leaves a hazard unaddressed.
The equipment selection process benefits from supplier engagement early enough to influence the specification rather than simply responding to it. Send your preliminary zone classification drawing and equipment list to gm*@***om.com or call +86 21 39977076. Share your operating temperature range, the gas detection logic you intend to implement, and your preferred certification framework, and we will confirm the equipment configuration against your specific conditions before procurement commitments are made.
Common Questions About Explosion Proof Equipment in Ammonia Plants
Is ammonia refrigeration always classified as a hazardous area?
The compressor room and areas around pressure relief valves are classified as hazardous, but not every square meter of an ammonia refrigeration plant requires explosion-proof equipment. Offices, control rooms with positive pressure ventilation, and outdoor areas distant from potential leak sources may be classified as non-hazardous. The classification depends on the specific equipment layout, ventilation effectiveness, and the outcome of a formal hazardous area classification study performed in accordance with IEC 60079-10-1 or NEC Article 500. In projects we have supported, the compressor building and adjacent pipe corridors are the areas that consistently require classified equipment, while the evaporator side in cold storage rooms often falls outside the hazardous zone if ammonia detectors are installed and ventilation is adequate.
Can I use standard industrial electrical equipment if I add gas detection?
Adding gas detectors does not change the classification of the area or the equipment requirements. If a compressor room is classified as Zone 2, the electrical equipment installed within it must be certified for Zone 2 regardless of how many detectors are present. Gas detection delivers an additional layer of safety by initiating alarms and shutdowns before a flammable concentration develops, but it does not replace the need for properly certified explosion-proof equipment. The two systems are complementary, not interchangeable.
What is the difference between ATEX and IECEx certification for ammonia service?
Both ATEX and IECEx certify equipment against the same technical standards derived from the IEC 60079 series, so the safety performance is equivalent. The practical difference is administrative. ATEX certification is mandatory for equipment installed in the European Union and requires an EU-type examination certificate issued by an EU-notified body. IECEx is an international certification system accepted in many regions including Australia, the Middle East, and parts of Asia, and it includes mandatory factory audits of the manufacturer’s quality system. For ammonia refrigeration plants outside Europe, IECEx certification is widely accepted and often simplifies the import process. Equipment carrying dual ATEX and IECEx certification permits a single equipment specification to serve projects in multiple regulatory jurisdictions.
How often should explosion-proof equipment in ammonia plants be inspected?
IEC 60079-17 recommends initial and periodic inspections of explosion-proof installations, with the interval determined by the equipment type, environmental conditions, and the outcome of previous inspections. For ammonia compressor rooms, a detailed inspection every two to three years is typical, with more frequent visual checks on cable glands, enclosure gaskets, and fastener condition during routine maintenance rounds. Equipment in areas subject to vibration, such as compressor-mounted junction boxes, may require annual inspection. The most common inspection findings we encounter during site audits are compromised flameproof gaps due to corrosion, missing or loose blanking plugs in unused cable entries, and hardened or cracked cable gland seals. All three can invalidate the explosion protection without being visible during normal operation. Share your equipment register and operating conditions, and we can provide a recommended inspection schedule aligned with IEC 60079-17 for your specific installation. Reach us at gm*@***om.com.
If you’re interested, check out these related articles:
Evaluating Weatherproof Electrical Suppliers in China for Industrial Safety
Balikpapan Industrial Expo – BEX
Offshore Wind Substations: Explosion Proof Electrical Distribution Solutions
WAROM at MARINTEC CHINA 2025
With over a decade of experience, he is a seasoned Explosion-Proof Electrical Engineer specializing in the design and manufacture of safety and explosion-proof products. He possesses in-depth expertise across key areas including explosion-proof systems, nuclear power lighting, marine safety, fire protection, and intelligent control systems. At Warom Technology Incorporated Company, he holds dual leadership roles as Deputy Chief Engineer for International Business and Head of the International R&D Department, where he oversees R&D initiatives and ensures the precise delivery of design documentation for international projects. Committed to advancing global industrial safety, he focuses on translating complex technologies into practical solutions, helping clients implement safer, smarter, and more reliable control systems worldwide.
Qi Lingyi